塑料的收缩率是指塑料熔体在注射成型温度下尺寸与脱模后冷却至室温时尺寸差的百分率。收缩率反映的是塑料制件经冷却处理(浸水、热定型或树脂处理等)后制件尺寸缩减的程度,在塑胶模具设计时,须先考虑收缩率,以免造成成品尺寸的误差,导致成品不良。
产生收缩率的主要原因有以下三个方面:塑料具有比金属大得多的热收缩
塑料制品在硬化后并非刚体,在脱模后塑件有一定的弹性回复。
刚脱模时,压力开始降低,但塑件仍贴在模壁上,制品发生塑性变形。
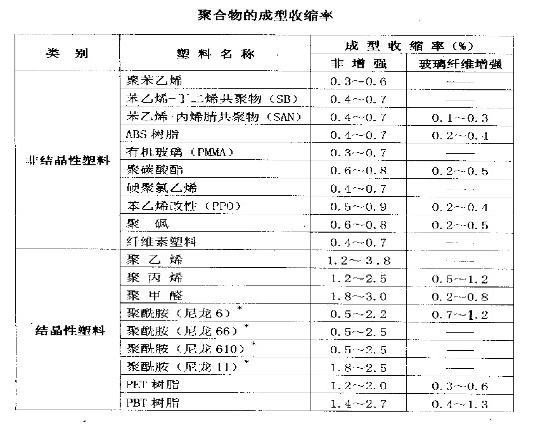
影响收缩率的因素有塑料的性质成型条件模具与制品的设计。无定型塑料的收缩率小于1%,结晶型塑料的收缩率均超过1%,结晶性塑料注塑的制品具有后收缩现象,需在冷却24小时后进行测量其尺寸,精确度可达0.02mm
(图片加载较慢,请耐心等候)